La Production du Whisky Single Malt.
ɷɷɷ
Si les distilleries de single malt mettent toutes en œuvre les mêmes procédés, chacune n’en applique pas moins sa conception particulière de la production : le recours à des malts spécialisés, tourbés ou fumés, le type de levure, la durée de fermentation, la conformation et la taille de l’alambic, les points de coupes et le(s) type(s) de fûts d’élevage.
Au sein de ces variations sur un même thème se niche une part essentielle du caractère de la distillerie dont chaque single malt est originaire : son ADN.
Durant toute la production, il revient au distillateur de prendre diverses décisions, dont les plus importantes sont illustrées infra.
| ▪ 1 – |
| L’ORGE |
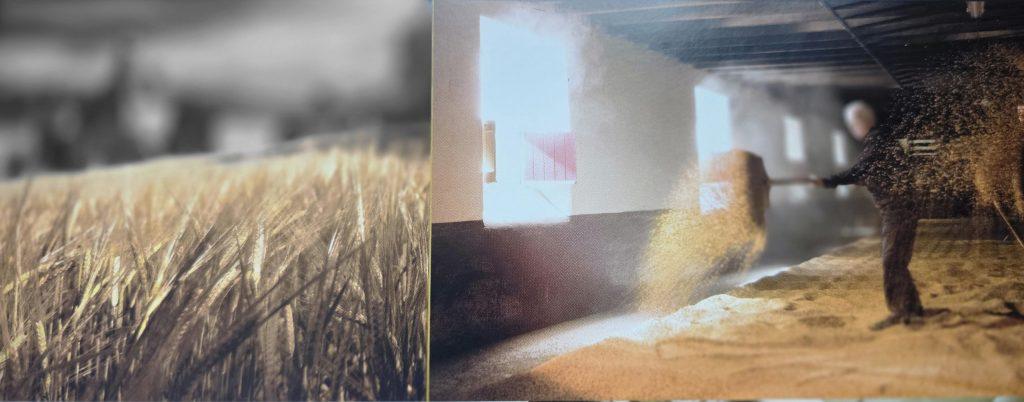
| Orge maltée, eau et levures sont les ingrédients de base de tous les single malts d’Écosse. La plupart des souches d’orge modernes ont été sélectionnées pour résister aux maladies et assurer des rendements élevés (en litres d’alcool par tonne). Toutefois, les distillateurs travaillent de plus en plus fréquemment avec des variétés plus anciennes et locales, offrant un plus faible rendement mais des arômes et des saveurs au tempérament plus marqué. |
| ▪ 2 – |
| LE MALTAGE |
| Le maltage consiste à leurrer l’orge, lui faisant croire qu’il est temps de germer, en plongeant le grain dans l’eau puis en le laissant se développer dans une atmosphère fraîche et humide. Des enzymes entrent alors en action, lesquels convertissent l’amidon en sucres fermentescibles dont le distillateur a besoin. Mais pour pouvoir y accéder, il doit interrompre la germination en séchant le grain d’orge. |
| ▪ 3 – |
| LE TOURAILLAGE |
| → Option 1 : le séchage de l’orge maltée à l’air chaud dans une touraille met un terme à la germination sans transmettre d’arômes particuliers à l’orge. → Option 2 : le maltage par exposition à la fumée de tourbe, consiste à sécher l’orge sur un feu de tourbe, ce qui confère un arôme fumé au distillat. Les huiles (phénols) de la fumée s’imprègnent dans l’enveloppe humide du grain d’orge, lui apportant leurs arômes, et in fine dans le whisky. La fumée d’autres matières combustibles (bois, orties, fumier sec) est également utilisée. → Le touraillage, option 3 : les malts spécialisés. L’augmentation de la température de touraillage torréfie et caramélise plus intensément le malt. Le distillateur a la possibilité d’ajouter à l’empâtage certaines quantités de malt de type ambré, cristal, caramel ou chocolat pour produire une gamme d’arômes différents. |
| ▪ 4 – |
| LE CONCASSAGE |
| Le malt est broyé en une mouture grossière appelée grist, composée de 20% de son (faisant office de lit filtrant), 70% de gruau et 10% de farine. Une quantité excessive de farine peut entraîner l’agglutination de l’empâtage ; une quantité excessive de son peut entraîner une baisse de rendement. |

| ▪ 5 – |
| L’EMPÂTAGE |
| La mouture de malt est mélangée à l’eau chaude (63,5° C) dans une cuve d’empâtage (ou cuve matière) de grande capacité appelée mashtun. La conversion de l’amidon du grist en sucre débute au contact de l’eau chaude. Le liquide sucré appelé wort (moût) qui en résulte est filtré par le fond perforé de la cuve d’empâtage. Afin d’extraire le maximum de sucre, l’opération est répétée deux fois avec de l’eau de plus en plus chaude. La dernière « eau » est conservée et sert de première eau pour l’empâtage suivant. → Option 1 : moût clair. En soutirant lentement le wort de la cuve matière, le distillateur obtient un moût dit « clair », duquel résultera en général un distillat peu marqué par les notes de céréales. → Option 2 : moût trouble. Si le distillateur souhaite obtenir un distillat sec, noisetté, au caractère de céréale, le wort est soutiré rapidement : il est alors chargé en matières solides. |
| LA LEVURE |
| La levure transforme les sucres du moût en alcool. Ce faisant, elle produit de la chaleur et du CO2. La levure de distillerie, efficace en matière de conversion des sucres, n’apporte aucun arôme spécifique. Les levures de brasserie, de vin, de saké ou les levures sauvages peuvent contribuer à engendrer des profils aromatiques spécifiques. Le distillateur peut utiliser l’une ou l’autre de ces levures, voire une combinaison de celles-ci. |
| ▪ 6 – |
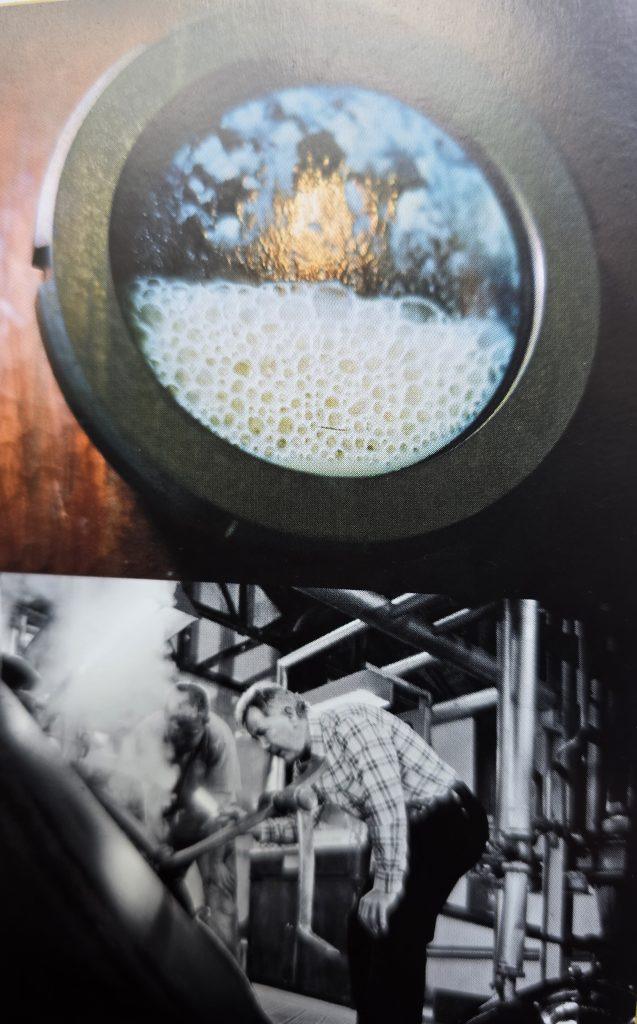
| LA FERMENTATION |
| Le moût est refroidi, puis pompé vers la cuve de fermentation appelée washbcack. Des températures élevées risquent de tuer la levure. Le contenu de la cuve est alors ensemencé par des levures qui démarrent le processus. → Option 1 : courte. C’est la phase de création des arômes et des saveurs. Le cycle de conversion des sucres en alcool est achevé en 48 heures. Si le distillateur opte pour cette option « courte », le caractère malté du distillat sera plus prononcé. → Option : longue. La levure meurt après 55 heures. Si le brassin séjourne plus longtemps dans la cuve, son acidité augmente, ce qui crée des conditions propices au démarrage de l’activité des lactobacilles agissant sur lui. Cet amalgame d’acidité, d’alcool et de bactéries contribue à l’apparition de composés fruités appelés « esters ». Les fermentations longues peuvent durer plus de 100 heures. |
| ▪ 7 – |
| LA DISTILLATION |
| → LA DISTILLATION A. Titrant environ 8% vol., le brassin est distillé deux fois en alambics pot still en cuivre. La première distillation a lieu dans un wash still (alambic de première distillation). Elle produit un alcool titrant 233% vol., les low wines (brouillis ou bas vins), qui est redistillé dans un spirit still (alambic de seconde distillation). Le distillat qui en résulte est subdivisé en trois parties : les foreshots (têtes de distillation), le cœur de chauffe et les feints (queues de distillation). Seul le cœur de chauffe (distillat) est conservé pour être élevé en fûts, les têtes et queues de distillation étant recyclées avec la charge suivante de bas vins. Option 1 : conversation longue. Plus la « conversation » des vapeurs d’alcool avec le cuivre est longue, plus léger sera le distillat. Les alambics de grande taille sont par conséquent plus susceptibles de produire un distillat léger que des alambics de petite capacité. Une distillation conduite lentement prolonge également la conversation. Option 2 : conversation courte. Inversement, plus la conversation est courte, plus lourd sera le distillat. C’est une caractéristique obtenue en général avec des alambics de petite taille ou une distillation rapide. ———- → LA DISTILLATION B : LA CONDENSATION. Les vapeurs d’alcool reviennent à l’état liquide en passant par un système de condensation renfermant de l’eau froide. Ici encore se présentent plusieurs options ayant des répercussions sur les caractéristiques organoleptiques. Option 1 : condenseur multitubulaire à calandre. Grand cylindre abritant une multitude de petits tuyaux en cuivre remplis d’eau froide, au contact desquels les vapeurs d’alcool repassent en phase liquide. En raison de l’importance surface de cuivre, ces condenseurs contribuent à «alléger» le distillat. Option 2 : condenseur à serpentin. Système de condensation traditionnel, composé d’un long serpentin en cuivre enroulé dans un réservoir d’eau froide. La surface de contact avec le cuivre étant dans ce cas moins importante, le distillat sera en général plus lourd et soufré. ———- → LA DISTILLATION C : POINTS DE COUPE. Après la condensation, l’alcool issu de la seconde distillation s’écoule dans le spirit safe (coffre à alcool hermétiquement fermé) puis est séparé en trois parties : les têtes de distillation, le cœur de chauffe et les queues de distillation. Les points de coupe auxquels procède le distillateur, séparant le cœur de chauffe des têtes de distillation, puis les queues de distillation du cœur de chauffe, exercent également une influence sur les caractéristiques organoleptiques. Option 1 : précoces. Durant la distillation, les arômes évoluent. Ceux qui apparaissent en premier sont légers et délicats. Le distillateur souhaitant produire un whisky parfumé procédera à une coupe précoce dans la passe. Option 2 : tardifs. A mesure que se prolonge la distillation, les arômes s’approfondissent, devenant plus huileux et plus riches : le caractère fumé en fait le cas échéant partie. Le distillateur souhaitant produire un distillat lourd procédera à une coupe tardive dans la passe. |
| ▪ 8 – |
| LA MATURATION |
| Sa teneur en alcool ayant été réduite (généralement à 63,5% vol.) par dilution à l’eau, le distillat est transvasé dans des fûts de chêne où il débute son vieillissement. Trois processus interviennent ici : Soustraction : le fût contribue à la suppression du caractère agressif du distillat. Addition : les composés aromatiques présents dans le bois du fût sont extraits par l’alcool. Interaction : le mélange des arômes et des saveurs tant du bois que de l’alcool accroît la complexité de ce dernier. La durée de maturation, la fraîcheur du fût et le type de chêne sont autant de paramètres jouant un rôle organoleptique. → Option 1 : chêne américain (fût neuf, ex-fût de bourbon). Le chêne américain (Quercus alba) est une essence à forte teneur en composés aromatiques évoquant la vanille, la crème brûlée, le pin, l’eucalyptus, les épices et la noix de coco. → Option 2 : ex-fût de xérès. Ces fûts fabriqués en chêne européen (Quercus robur) cèdent à l’alcool des arômes de fruit sec, clou de girofle, encens et noix, ainsi qu’une couleur plus profonde et davantage de tanins astringents. → Option 3 : autres types de chênes et d’essences. D’autres essences de chênes telles que le chêne sessile ou chêne français (Quercus petraea), le mizunara, chêne japonais (Quercus crispula), le garryana et le chinkapin sont toutes utilisées aujourd’hui. Chacune cède des caractéristiques organoleptiques différentes. Si le whisky écossais ne peut être réglementairement élevé que sous bois de chêne, les autres pays ont la possibilité de recourir à une vaste gammes d’essences. Châtaignier et acacia sont les plus généralement utilisés. → Option 4 : de seconde remplissage. Un même fût peut être utilisé à plusieurs reprises. Plus il est réutilisé, moins le chêne qui le constitue exerce d’influence sur l’eau-de-vie qu’il contient. Un fût de second, voire de troisième remplissage laisse transparaître le caractère de la distillerie. En pratique, les distillateurs utilisent en général toutes ces options pour renforcer la complexité de la palette des arômes et des saveurs. → Option 5 : l’affinage. Avec l’affinage (ou finition), le distillateur peut apporter à son whisky un raffinement supplémentaire, en logeant durant une brève période le whisky (précédemment élevé en ex-fûts de bourbon ou de second remplissage) dans un fût très actif ayant auparavant contenu du xérès, du porto, du madère, d’autres vins, etc., communiquant au whisky certaines de ses caractéristiques organoleptiques. |
| La maturation : la durée. |
| La maturation du whisky requiert du temps. Plus longtemps le whisky séjourne dans un fût, plus le chêne exerce son influence sur l’alcool, pouvant aller jusqu’à le dominer. Un fût très actif produit cet effet plus rapidement qu’un fût précédemment rempli à plusieurs reprises. La mention de l’âge qui figure sur l’étiquette de la bouteille est celle de la durée du séjour en fût du plus jeune des whiskies composant le contenu du flacon. Elle n’est en rien indicative de l’activité (ou de l’inactivité) du fût. La qualité n’attend par forcément le nombre des années. La température ambiante exerce également une influence sur la vitesse de la maturation. |
| LE CUIVRE |
| Le cuivre joue un rôle considérable en matière de création des arômes et des saveurs du whisky car il retient les éléments lourds. Le distillateur a donc la possibilité de prolonger ou d’écourter la « conversation » des vapeurs d’alcool avec le cuivre pour créer le caractère recherché. |
| L’EAU |
| La production de whisky nécessite de grandes quantités d’eau pure et froide. La plupart des distillateurs utilisent l’eau de source, l’eau des lochs, voire l’eau de ville. Sa qualité influence probablement une influence discrète sur le rendement de la fermentation, mais on s’accorde à penser qu’elle n’est pas un facteur déterminant des arômes et des saveurs du whisky. |
| ▪ 9 – |
| L’EMBOUTEILLAGE. Le whisky est enfin prêt à être mis en bouteille, mais il reste quelques dernières décisions à prendre. LA COLORATION AU CARAMEL ? L’adjonction d’un colorant caramel contribue à uniformiser sa robe. LA FILTRATION A FROID ? Empêche la formation d’un trouble dans le whisky, mais peut atténuer le toucher en bouche. LA TENEUR EN ALCOOL ? Le scocth whisky doit réglementairement titrer 40% vol. au moins, mais les malts cask strengh (embouteillés à la force du fût) sont de plus en plus appréciés. |
ɷɷɷɷɷɷ
Source :
Le grand livre des whiskies – Édition Prisma – Gavin D.Smith et Dominic Roskrow.